 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





CNC машинасын куралдар үчүн квадрат
- Материал: Тункстан Карбид | Вольфрамдык болот
- Түрү: Квадраткы Эрк фабриканын фабрикасы / бурч радиусу фабриканын фабрикасы
- Димика: Стандарттык өлчөм (колдонмодо) / Стандарттык эмес өлчөмдү караңыз (сүрөт долбоорун жана спецификациялоону бериңиз)
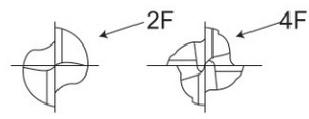
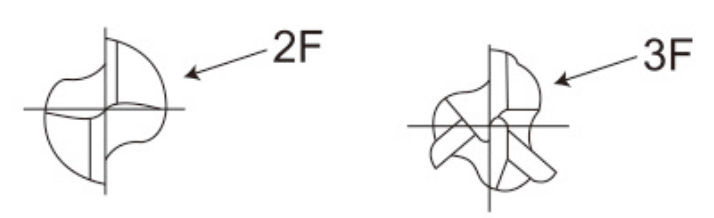
- Blade мүнөздөмөсү: Жалгыз флейта шляпа, 2-флейктин учу фабрикасы, 3-флейктин учу фабриканын, 4-флейта
- Жумушчу материалдар: Дат баспас болоттон жасалган темир, алюминий, жез, жез, графит, пластикалык бөлүктөр, курама материалдар, титан эритме, никель
Сүрөттөө
Эртең менен фабриканын иштөө абалын эсептөө ыкмасы
|
● Тез кесүү (сызыктуу ылдамдык) Эсептөө vc Фабриканын бычагынын айланасындагы чекит бир мүнөткө жылына бир мүнөткө созулса, төмөндөгү формуланы колдонуп эсептөөгө болот: |
|

|
V = кесүү ылдамдыгы (М / Мин) π=3.14 D = Диаметри (мм) N = айлануучу ылдамдыгы (мм-¹) |
|
● Айлануу ылдамдыгы Ротолбоорлорду эсептөө Фабриканы кармаган механикалык ийиктин минутасынын санын төмөнкү формуланы колдонуп эсептөөгө болот: |
|
 |
N = айлануучу ылдамдыгы (мм-¹) V = кесүү ылдамдыгы (М / Мин) π=3.14 D = Диаметри (мм) |
|
● Тоют ставкасы Тоюттун ставкасын эсептөө Мүнөтүнө иштөө үчүн күнүнө тоют ылдамдыгы төмөнкү формула менен эсептесе болот  F = Feed Rate (MM / Min) N = айлануучу ылдамдыгы (мм-1) Z = флейттин саны f = Флейттин ставкасы (мм / 1Flute) |
|
|
● Тиштерди азыктан Тамактанууну эсептөө Фабриканын бычагынын айланасындагы чекит бир мүнөткө жылына бир мүнөткө созулса, төмөндөгү формуланы колдонуп эсептөөгө болот:  f = Флейттин ставкасы (мм / 1Flute) F = Feed Rate (MM / Min) N = айлануучу ылдамдыгы (мм-1) Z = флейттин саны |
|
|
● Жумуш убактысы Жумуш убактысын эсептөө Жумушчу бөлүктү кыскартууга талап кылынган убакыт төмөнкү формуланы колдонуп эсептөөгө болот  TC = Жумуш убактысы (мин) L = жалпы жумуш узундугу (Жумушчу материалдык узундук + End Mill Blade Diamter) F = Feed Rate (MM / Min) |
|
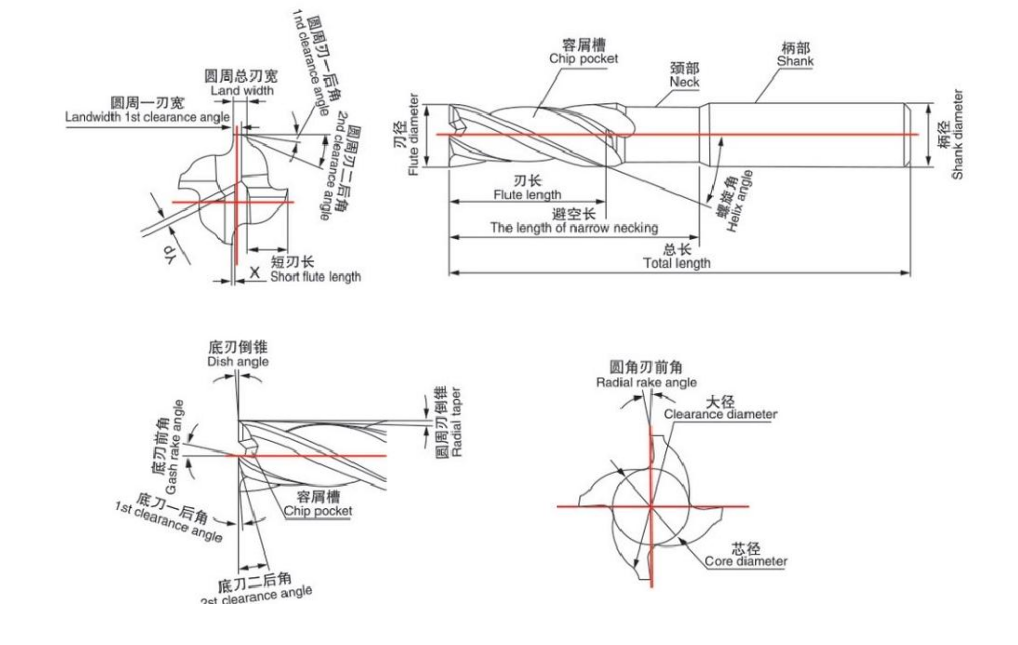
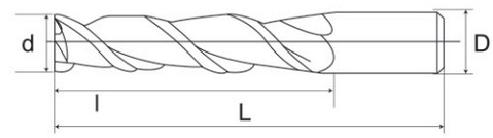
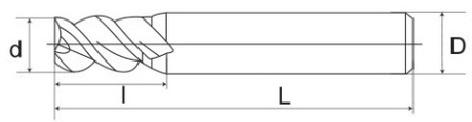
Фабриканын кескичинин ар бир бөлүгүнүн аты
Тегирмен кескич сериясы
Эркин тегирмендин түрү
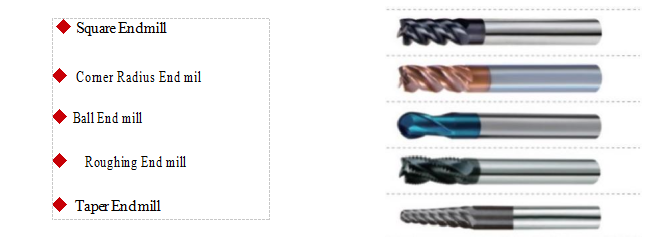
2-флейта / 4-флейта
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N / MM² HRC≥91.5 Дан өлчөмү = 0.6μm
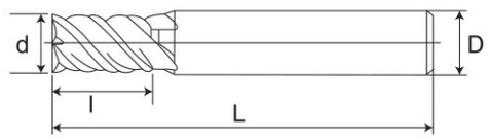

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-флейта / 4-флейта узундугу
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N / MM² HRC≥91.5 Дан данасы = 0.6 μM
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ өзгөчө көңүл:
1. Бул таблица - бул тегирмендин эң сонун мааниси. Курал турганда, ылдамдык төмөндөгү таблицанын 60% ~ 80% болушу керек, ошондуктан тоют ылдамдыгы 50% ~ 70% стандарттык нарк катары болушу керек.
2. Сураныч, жогорку тактык машинаны жана куралдар ээлерин колдонуңуз.
3. Түтүндү оңой эле чыгара албаган аба муздатуу же кесүү суюктугун колдонуңуз.
4
5. Эгер машина куралынын катуулугу жана жумушчу жепкич болсо, начар, титирөө жана анормалдуу үн болот. Азыркы учурда, төмөндө келтирилген таблицада ылдамдык жана тоют ылдамдыгы жыл сайын кыскарышы керек.
6. Куралды эч кандай кийлигишүүсүз мүмкүн болушунча кыскача кармаңыз.
Кесүү шарттары
|
2 флейта |
|||||||||||||||
|
Иштетилген материалдар |
Темир Ductile темир |
Көмүртектин болоту \ Аллой Болот |
Карбон Стил \ Аллой Болот ~ 30rc |
Phs \ qt болот ~ 40rc |
Дат баспаган болот |
Phs \ qt болот ~ 50rc |
|||||||||
|
Диа (мм) |
RPM (мин-) |
Фиттер (мм / мин) |
RPM (мин-¹) |
Азыктандыруу (мм / мин) |
RPM (мин-) |
Азыктандыруу (мм / мин) |
RPM (мин-¹) |
Азыктандыруу (мм / мин) |
RPM (Min-¹) |
Фиттер (мм / мин) |
RPM (мин-¹) |
Азыктандыруу (мм / мин) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 флейта |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
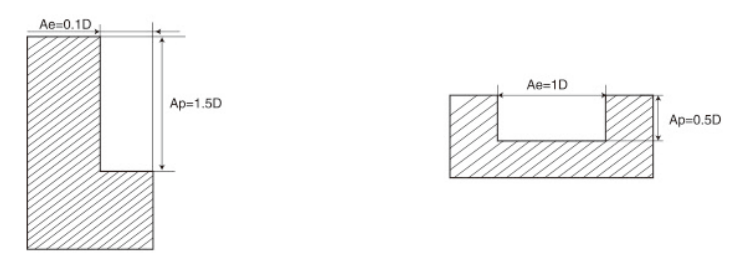
Макс кесүү тереңдиги |
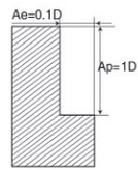 Ae = 0.1d AP = 1D |
AE = 0.05d |
AE = 1D Ap AP = 1D AE = 1D |
|
|||||||||||
 ~ 750n / MM²
~ 750n / MM²
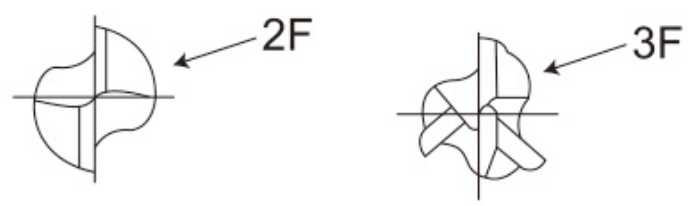
Алюминий эритмесине 2-флейта / 3-флейта
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N / MM² HRC≥91.5GGRAIN өлчөмү = 0.6 μM

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-флейта / 3-флейта алюминий эритмеси
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N / MM² HRC≥91.5 Дан өлчөмү = 0.6μm
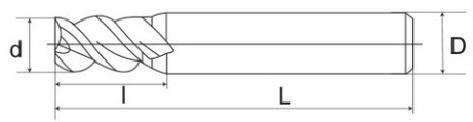

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ өзгөчө көңүл:
1. Төмөнкү таблицада тегирмендин типтүү маанилери көрсөтүлгөн. Курал турганда, ылдамдык төмөндөгү таблицанын 60% ~ 80% болушу керек, ошондуктан тоют ылдамдыгы 50% ~ 70% стандарттык нарк катары болушу керек.
2. Сураныч, жогорку тактык машинаны жана куралдар ээлерин колдонуңуз.
3. Түтүндү оңой эле чыгара албаган аба муздатуу же кесүү суюктугун колдонуңуз.
4
5. Эгер машина куралынын катуулугу жана жумушчу жепкич болсо, начар, титирөө жана анормалдуу үн болот. Азыркы учурда төмөндө келтирилген таблицада ылдамдык жана тоют ылдамдыгы жыл сайын кыскарышы керек.
6. Куралды эч кандай кийлигишүүсүз мүмкүн болушунча кыскача кармаңыз.
Алюминий кесүү шарттары
|
2Flute |
||||
|
Иштетилген материалдар |
Алюминий эритмеси |
Силикон алюминий эритме си≤10% |
||
|
D (мм) |
RPM (Мин- ') |
Азыктандыруу (мм / мин) |
RPM (мин-¹) |
Азыктандыруу (мм / мин) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
Макс кесүү бөлүмү
|
Сурам
Тектеш өнүм категориялары
- Carbide Roll Rings Tight Torelance
- Ылайыктуу өлчөмдөгү ролл шакектер
- ысык тегирмендер үчүн карбиддин түрмөктөрү
- ISO-тастыкталган карбиддик ролл шакектер
- Кытай цементтелген карбид ролик
- Rolling Mills үчүн Rolling Rolling шакектер
- Квартирацияланган карбид
- Кытай цементтелген карбиддер
- Кытай цементтеген карбиддердин классификациясы
- Кытай катуу вольфный карбид Род
- CNC Битти кесүү
- тегирменди кесүү куралдары

